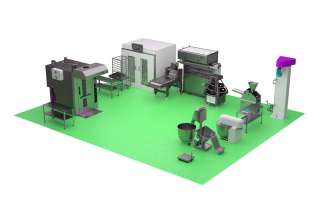
Автомат линии розлива в Пюр Пак до 3000 доз/час
ОПИСАНИЕ И НАЗНАЧЕНИЕ ОБОРУДОВАНИЯ
Машина создана на базе классической карусельно - линейной схемы с формированием пакета на оправках. Отличительными особенностями машины являются также:
- перед образованием донышка створки нижнего клапана пакета нагреваются методом «погружения» в специальную нагревательную головку, в результате чего полиэтиленовый слой подвергается разогреву только в местах, подлежащих свариванию;
- запечатывание донышка выполняется методом двухстороннего обжатия его на оправках поверхностями, охлаждаемыми проточной холодной водой. Сочетание этих факторов обеспечивает надежное сваривание элементов, формирующих дно и быструю фиксацию сварных швов охлаждением;
- узел сливного штуцера устанавливается изнутри пакета и приваривается ультразвуком. Данный вариант обеспечивает высокую надежность крепления штуцера по сравнению с ранее встречавшимся методом клеевой аппликации штуцера снаружи пакета;
- наполнение пакетов производится с помощью двухпоточного объемного дозатора с пневмоприводом;
- после наполнения пакетов производится отсос пены, что особо актуально при розливе пенящихся продуктов;
- простановка даты выполняется методом горячего тиснения либо каплеструйным маркиратором;
Для приварки сливного штуцера, с завинчивающимся колпачком, готовые заготовки пакетов должны иметь отверстие в верхней створке.
ПОРЯДОК РАБОТЫ АВТОМАТА
- заготовки пакетов в заводской упаковке подаются к рабочему месту оператора машины;
- оператор вручную извлекает заготовки пакетов из упаковки и вкладывает их в магазин механизма раскрытия заготовок автомата;
- из магазина заготовки по одной извлекаются с помощью вакуумных захватов, раскрываются и одеваются толкателем на формующие, вертикально расположенные оправки карусели. Циклическое движение карусели обеспечивает последовательное позиционирование оправок для выполнения операций по одеванию заготовок, размягчению полиэтилена на нижних створках пакета, складыванию нижних створок пакетов, свариванию и охлаждению сваренных донышек пакетов, а также снятию пакетов с оправок и переносу их в ячейки линейной транспортной системы.
На всех последующих позициях каждый пакет, зафиксированный в захватах конвейера транспортной системы, циклически проходит в вертикальном положении и останавливается на позициях, где выполняются следующие технологические операции:
- установка сливного штуцера в отверстие верхней створки пакета и приварка его к створке с помощью сварочной головки ультразвукового устройства;
- надлом верхних створок пакета - створки частично сгибаются для облегчения складывания их перед запечатыванием;
- дозирование продукта с помощью дозирующего блока;
- удаление пены с одновременным предварительным формированием верхних створок пакета;
- нагрев верхних створок пакета горячим воздухом на двух позициях;
- сваривание верхних створок пакета и охлаждение размягченного полиэтиленового покрытия на створках;
- нанесение даты на верхнюю часть сваренных верхних створок пакета с помощью горячих клейм.
Далее пакет выталкивается из конвейера автомата на рольганг и далее - на отводящий цеховой конвейер.
СОСТАВ ОБОРУДОВАНИЯ (начальное исполнение)
Станина с приводом
Карусель с оправками
Механизм раскрытия заготовки с магазином
Узел нагрева нижних створок
Механизм формирования дна пакета
Механизм запечатывания дна
Конвейер
Механизм надлома верхних створок
Дозирующая система (2/4 дозатора)
Емкость с крышкой и датчиком уровня продукта
Узел нагрева верхних створок
Механизм запечатывания верхних створок
Механизм нанесения даты (2 ряда в одну строку)
Ограждение
Электрооборудование
Установка для отсоса пены
Блок управления из нержавеющей стали (цветной сенсорный экран с русскоязычным интерфейсом)
Контроллер (Omron, Япония) с программным обеспечением
ОСОБЕННОСТИ АВТОМАТА
1. Все детали автомата, контактирующие с продуктом, выполнены из коррозионно-стойкой стали.
2. Равномерное размягчение полиэтилена на нижних створках пакета только в местах, необходимых для запечатывания с помощью специальной насадки, охватывающей створки, как с наружных, так и с внутренних сторон.
3. Дозирование продукта осуществляется на четырех позициях, что позволяет:
- избежать сильного вспенивания дозируемого пенящего продукта (как следствие, выполнить качественное запечатывание верха пакета);
- дозировать продукт с максимальной производительностью и осуществлять оперативный переход с одного на другой объем дозирования.
4. При отсутствии заготовок пакетов в магазине или отключении оператором механизма раскрытия заготовок, последовательно блокируется выполнение всех технологических операций, по мере продвижения последнего пакета по позициям. После выхода последнего пакета из позиции нанесения даты, автомат останавливается, при условии, что за это время не была устранена причина включения блокировки.
5. При частично снятом пакете с оправки карусели в ячейку конвейера или заклинивании конвейера, автомат останавливается.
6. При отсутствии пакета в конвейере на позиции перед дозатором, блокируется работа дозатора.
7. При отсутствии сливного штуцера в пакете на позиции перед дозатором, автомат останавливается, для устранения причины отсутствия штуцера.
8. При открывании дверей ограждения технологической зоны, автомат останавливается.
9. Электромеханический привод основных узлов и механизмов обеспечивает плавность работы автомата, высокую степень синхронизации механизмов, возможность оперативной смены формата пакета с сенсорного пульта управления (от 2 до 5 минут). Имеющиеся пневматические привода не требуют регулировки при смене формата пакета или производительности автомата.
10. Задание режимов и параметров работы автомата осуществляется с цветного сенсорного пульта управления с удобным интерфейсом.
11. Возможно подключение автомата к централизованной CIP – мойке предприятия или к индивидуальной моечной установке (моечная установка - дополнительная опция).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
• Производительность до 50 пакетов в минуту
• Метод дозирования - по объёму
• Допустимая погрешность дозирования, не более 2%
• Напряжение – 380/220В ~ 50 Гц
• Потребляемая мощность (максимальная) - не более 26 кВт
• Напряжение питания цепей и блокировок - 24В
• Электрооборудование - Omron (Япония)
• Давление - 0,6 МПа
• Расход сжатого воздуха в зависимости от комплектации:
- не более 1100 л/мин (базовая комплектация)
- не более 1300 л/мин (с крышкой)
- не более 650 л/мин (при комплектации приводов дозаторов серводвигателями)
• Контроль давления в пневмосистеме - визуальный (манометр+контр.лампа)
• Пневмооборудование - Camozzi (Италия)
• Материал - нержавеющие стали
(разрешены к применению в контакте с пищевыми продуктами)
Машина создана на базе классической карусельно - линейной схемы с формированием пакета на оправках. Отличительными особенностями машины являются также:
- перед образованием донышка створки нижнего клапана пакета нагреваются методом «погружения» в специальную нагревательную головку, в результате чего полиэтиленовый слой подвергается разогреву только в местах, подлежащих свариванию;
- запечатывание донышка выполняется методом двухстороннего обжатия его на оправках поверхностями, охлаждаемыми проточной холодной водой. Сочетание этих факторов обеспечивает надежное сваривание элементов, формирующих дно и быструю фиксацию сварных швов охлаждением;
- узел сливного штуцера устанавливается изнутри пакета и приваривается ультразвуком. Данный вариант обеспечивает высокую надежность крепления штуцера по сравнению с ранее встречавшимся методом клеевой аппликации штуцера снаружи пакета;
- наполнение пакетов производится с помощью двухпоточного объемного дозатора с пневмоприводом;
- после наполнения пакетов производится отсос пены, что особо актуально при розливе пенящихся продуктов;
- простановка даты выполняется методом горячего тиснения либо каплеструйным маркиратором;
Для приварки сливного штуцера, с завинчивающимся колпачком, готовые заготовки пакетов должны иметь отверстие в верхней створке.
ПОРЯДОК РАБОТЫ АВТОМАТА
- заготовки пакетов в заводской упаковке подаются к рабочему месту оператора машины;
- оператор вручную извлекает заготовки пакетов из упаковки и вкладывает их в магазин механизма раскрытия заготовок автомата;
- из магазина заготовки по одной извлекаются с помощью вакуумных захватов, раскрываются и одеваются толкателем на формующие, вертикально расположенные оправки карусели. Циклическое движение карусели обеспечивает последовательное позиционирование оправок для выполнения операций по одеванию заготовок, размягчению полиэтилена на нижних створках пакета, складыванию нижних створок пакетов, свариванию и охлаждению сваренных донышек пакетов, а также снятию пакетов с оправок и переносу их в ячейки линейной транспортной системы.
На всех последующих позициях каждый пакет, зафиксированный в захватах конвейера транспортной системы, циклически проходит в вертикальном положении и останавливается на позициях, где выполняются следующие технологические операции:
- установка сливного штуцера в отверстие верхней створки пакета и приварка его к створке с помощью сварочной головки ультразвукового устройства;
- надлом верхних створок пакета - створки частично сгибаются для облегчения складывания их перед запечатыванием;
- дозирование продукта с помощью дозирующего блока;
- удаление пены с одновременным предварительным формированием верхних створок пакета;
- нагрев верхних створок пакета горячим воздухом на двух позициях;
- сваривание верхних створок пакета и охлаждение размягченного полиэтиленового покрытия на створках;
- нанесение даты на верхнюю часть сваренных верхних створок пакета с помощью горячих клейм.
Далее пакет выталкивается из конвейера автомата на рольганг и далее - на отводящий цеховой конвейер.
СОСТАВ ОБОРУДОВАНИЯ (начальное исполнение)
Станина с приводом
Карусель с оправками
Механизм раскрытия заготовки с магазином
Узел нагрева нижних створок
Механизм формирования дна пакета
Механизм запечатывания дна
Конвейер
Механизм надлома верхних створок
Дозирующая система (2/4 дозатора)
Емкость с крышкой и датчиком уровня продукта
Узел нагрева верхних створок
Механизм запечатывания верхних створок
Механизм нанесения даты (2 ряда в одну строку)
Ограждение
Электрооборудование
Установка для отсоса пены
Блок управления из нержавеющей стали (цветной сенсорный экран с русскоязычным интерфейсом)
Контроллер (Omron, Япония) с программным обеспечением
ОСОБЕННОСТИ АВТОМАТА
1. Все детали автомата, контактирующие с продуктом, выполнены из коррозионно-стойкой стали.
2. Равномерное размягчение полиэтилена на нижних створках пакета только в местах, необходимых для запечатывания с помощью специальной насадки, охватывающей створки, как с наружных, так и с внутренних сторон.
3. Дозирование продукта осуществляется на четырех позициях, что позволяет:
- избежать сильного вспенивания дозируемого пенящего продукта (как следствие, выполнить качественное запечатывание верха пакета);
- дозировать продукт с максимальной производительностью и осуществлять оперативный переход с одного на другой объем дозирования.
4. При отсутствии заготовок пакетов в магазине или отключении оператором механизма раскрытия заготовок, последовательно блокируется выполнение всех технологических операций, по мере продвижения последнего пакета по позициям. После выхода последнего пакета из позиции нанесения даты, автомат останавливается, при условии, что за это время не была устранена причина включения блокировки.
5. При частично снятом пакете с оправки карусели в ячейку конвейера или заклинивании конвейера, автомат останавливается.
6. При отсутствии пакета в конвейере на позиции перед дозатором, блокируется работа дозатора.
7. При отсутствии сливного штуцера в пакете на позиции перед дозатором, автомат останавливается, для устранения причины отсутствия штуцера.
8. При открывании дверей ограждения технологической зоны, автомат останавливается.
9. Электромеханический привод основных узлов и механизмов обеспечивает плавность работы автомата, высокую степень синхронизации механизмов, возможность оперативной смены формата пакета с сенсорного пульта управления (от 2 до 5 минут). Имеющиеся пневматические привода не требуют регулировки при смене формата пакета или производительности автомата.
10. Задание режимов и параметров работы автомата осуществляется с цветного сенсорного пульта управления с удобным интерфейсом.
11. Возможно подключение автомата к централизованной CIP – мойке предприятия или к индивидуальной моечной установке (моечная установка - дополнительная опция).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
• Производительность до 50 пакетов в минуту
• Метод дозирования - по объёму
• Допустимая погрешность дозирования, не более 2%
• Напряжение – 380/220В ~ 50 Гц
• Потребляемая мощность (максимальная) - не более 26 кВт
• Напряжение питания цепей и блокировок - 24В
• Электрооборудование - Omron (Япония)
• Давление - 0,6 МПа
• Расход сжатого воздуха в зависимости от комплектации:
- не более 1100 л/мин (базовая комплектация)
- не более 1300 л/мин (с крышкой)
- не более 650 л/мин (при комплектации приводов дозаторов серводвигателями)
• Контроль давления в пневмосистеме - визуальный (манометр+контр.лампа)
• Пневмооборудование - Camozzi (Италия)
• Материал - нержавеющие стали
(разрешены к применению в контакте с пищевыми продуктами)
| Город: |
Краснодар
|
| Тип: | Продаю |
| Автор: | Лариса Фомина | Все объявления автора |
| Регист:Регист: |
с 17.12.2019 
|
| Сайт: | pishestroy.ru |
| Дата: | 22.06.2020 03:56 |
| Номер: | 2178470 |
Сделать объявление:
Похожие объявления

Получите полный комплект оборудования для вашего хлебопекарного производства от изготовителя
100 руб
28.04.2023

Линия для производства кабачковой икры и пюре
Без цены
27.04.2023

Куллер люлечный для охлаждения хлебобулочных и других видов продуктов
Без цены
27.04.2023

Машина тестомесильная К-ТМ-60-120-200-330 Универсальная двухскоростная машина
Без цены
27.04.2023

Увеличьте производительность своей пекарни с расстоечным шкафом «Климат-Агро» от производителя
607 000 руб
28.04.2023

Расстоечный шкаф Климат-Агро - надежность и качество гарантированы
662 000 руб
01.10.2023

Коптилка малая с термометром, встраиваемая
32 400 руб
13.12.2023

Линия Модифицированных крахмалов
Без цены
27.04.2023
Ваш прибыльный бизнес в сфере выпечки: купите мини-пекарню «Волга» от «ТвЗХО»
241 150 руб
28.04.2023

Мойка щеточная для моркови, картофеля, свеклы, редиса, репы
Без цены
27.04.2023

Сделайте жизнь ваших пекарей проще: купите хлеборезательную машину «Агро-Слайсер» от изготовителя
292 000 руб
01.05.2023

Дозатор весовой для порционной расфасовки
Без цены
27.04.2023

Оборудование для производства тонкодисперсного порошка установка ДИВ-01предназначена для переработ
Без цены
27.04.2023

Туннельный пастеризатор для овощей и фруктов и другого сырья
Без цены
27.04.2023

Комплект оборудования, установка для мойки, ошпарки стекло-банок для консервирования
Без цены
27.04.2023

Итальянскийасептической узел двух-головочной фасовки бочки 200литров, линия BOEMAИтальянской асептич
Без цены
27.04.2023

Печь под казан 12 л с трубой (дымоходом)
Без цены
29.07.2023

Шкафы расстойные марки К-ШРП для расстойки тестовых заготовок
Без цены
27.04.2023

Казан алюминиевый подвесной 9 л
2 900 руб
25.08.2023

Крышка для тандыра d400 мм (металл) с термометром
Без цены
01.07.2023

Роликовый инспекционный стол для сортировки, ручной переборки овощей и фруктов
Без цены
27.04.2023

Инспекционный ленточный транспортер с укладочным столом
Без цены
27.04.2023

Линия для производства картофельных чипсов с производительностью до 1000 т/час. (картофель)
Без цены
27.04.2023

Сковорода чугунная 380 мм с крышкой
4 500 руб
20.07.2023

Механические, гидравлические, пневмо опрокидыватели овощных контейнеров
Без цены
27.04.2023

Мини фритюр электрический для жарки лука, чипсов, снеков (бланширователь)
Без цены
27.04.2023
Вкус традиционных хлебобулочных изделий с расстоечным шкафом «Климат-Агро»
607 000 руб
30.08.2023

Линия для консервирования зеленого горошка, фасоли и кукурузы
Без цены
27.04.2023
Хоспер Мангал, цвет-серый
490 071 руб
12.09.2023
Должник ООО «Лаваш Групп»
576 553 руб
29.07.2023
Отзывы и комментарии
Автор объявления не уведомляется о комментариях. Если хотите послать сообщение непосредственно автору объявления нажмите на кнопку "Написать сообщение" выше.

|

|

|
|

|

|
|

|






Есть свободное место!
Разместите здесь объявление и его увидит каждый посетитель сайта!
Разместите здесь объявление и его увидит каждый посетитель сайта!



Хотите купить хлебопекарное оборудования для своего бизнеса? ООО "Тверской завод хлебопекарного оборудования" предлагает вам полный комплект...